Surface finish for metal additive manufacturing really is the key to its usefulness. Nobody wants a rough, wavy part, especially if it is to mate with another component or seal some kind of pressure vessel. These needs are often the case in high end engineering such as aerospace or automotive.
So what are the options for smoothing that metal part into something with a high quality, flat surface?
Los Angeles-based steel printing company 3DEO has recently published a booklet online which summarises your options pretty neatly.
Surface Woes
The rough surface of a metal printed part can have negative effects on aesthetics, crack initiation, fatigue life, mating, sealing, and flow behavior in fluid dynamics.
Different applications will require a different surface roughness, often way smoother than the natural finish availed by 3D printing. The 3DEO method uses their patented Intelligent Layering technology, which is a binder-jetting/sintering process aimed at serial production.
In terms of units, for the purpose of this post we will use Ra, which is the Roughness Average measured over the surface. The units are small and are so measured in microns or micro-inches, depending on how your brain is wired.

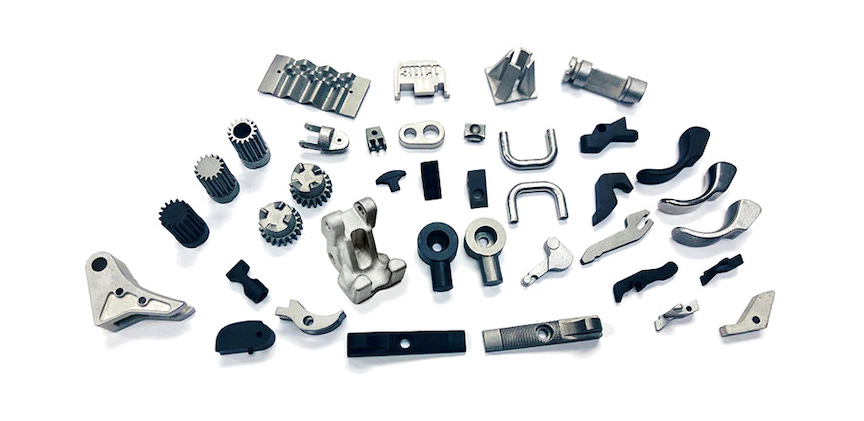
If you are looking at getting metal parts of this nature finished, there are 5 main surface finish types shown in the booklet, and they reflect a fairly common array of tools you would use for a variety of metal printing types (not only the 3DEO method).
The finishes are:
Standard
This is the standard, as-printed finish, all lumpy and unsmooth and grey. It might be OK for some applications, but precision engineering it is not.
The surface finish of this raw part comes in at around 2.5-3.1 μm Ra which is comparable to the finish of investment casting.
Undefined Cutting Edge Finish
To get this finish, you will want to use abrasive blasting or vibratory finishing.
You can probably guess what abrasive blasting is. It involves blasting the part with an abrasive. Vibratory finishing involves placing the part into a vibratory bowl with small abrasive pellets, where the vibrating pellets randomly smooth the surface. This is generally for smoothing sharp edges and rounding things off.
Chemical Additive Finish
This type of finish can be achieved with isotropic superfinishing.
Isotropic superfinishing, is basically a vibratory finishing system but with smaller abrasive particles and added chemical accelerants. This helps to generate a non directional low Ra surface on the part.
Electric Power Finish
This type of finish can be achieved with electropolishing or Metal DryLyte. Metal DryLyte is the first dry electropolishing system commercially available and can produce highly aesthetic parts of repeatable quality.
Solidification by Plastic Deformation
Shot peening mashes the surface up by firing small beats at the part and causing work hardening of the part. This causes a change in the mechanical properties at the surface (and just below) and gives the part a mottled appearance, as you can see below. You can expect a surface finish as smooth as 0.8-1.6 μm, which is fairly impressive.
Low Ra
With various additional polishing processes, the 3DEO website shows parts can be finished down to a reasonable 0.3 μm Ra, which is definitely useful for a wide range of high end demands.
Ultimately your chosen finish will depend on your own requirements. There is no best finish- only what is best for your product.
Of course, there are machining options available too, but for really small roughness values, machining (even precision surface grinding), only gets you so far. For these tasks, you may require a more chemical, or fine abrasive approach as you have seen in this post.