Metal Injection Molding (MIM) has been around for some time, but has been plagued with issues including void formation and part fatigue problems. As will most things manufacturing, it has been enjoying a period of increased productivity lately due to improvements in the field.
But as with most processes that require designing and manufacturing a mold, it requires a large capex to get started… although once that initial chunk of money has been dropped on the table, the cost-per-part drops significantly.
But at which point does that price drop? When is a good time to use MIM compared to metal AM technologies. And can metal AM even match MIM in terms of the part quality?
MIM
LA-based steel printing company 3DEO has just published a white paper asking those exact questions, and has answered them in the context of their own steel printing service.
As a quick reminder, 3DEO uses their patented metal binding/sintering system for producing steel parts for a variety of industries including medical, automotive and aerospace and they offer a variety of finishes for their components. You can read more about their finishes in our previous article on surface finishing for metal AM parts.
And as a quick primer on what MIM is, you can take a peek at this lovely wikipedia graphic, explaining the process.
As you can tell from the graphic, the process is similar to granular printing / plastic injection molding in the sense that it uses a screw extruder to transport the granules (with binder)and heat them into a liquid state ready for injecting into the mold cavity under pressure. That is where the plastic injection molding comparison ends. Once the fluid hits the mold, it cools and unlike plastics, it is then taken from the mold, cleaned of debinder with some solvent, put into a thermal debinding stage, before being sent for final sintering. It is during the last stage where the metal grains are actually sintered together creating a dense part.
Metal AM
According to the aforementioned white paper, there is more value for MIM for production runs over 20,000 – 30,000 parts per year. And conversely, a binder/sinter metal AM system may be better for parts under 20k – 30k pieces.
So while it’s pretty clear that under 20k parts would be better served with metal AM, and over 30k parts with MIM, there is a bit of a grey area actually between 20k and 30k. No doubt projects falling into this range would need to be assessed in more depth between company and client.
Users in that grey may wish to consider the benefits of AM compared to MIM at this point. While the cost per part for certain items in the 20k-30k range will be similar at this price point, there are other values that you get beyond a simple reduction of cost per part.
MIM versus AM
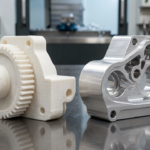
For example, MIM parts are restricted in their geometry. The must have draft angles, overhangs and other features are costly to add and often require the addition of cams and sliders into the mold (expensive) to get these features which incur zero extra cost (asides from machine time etc) when AM is used.
Also consider the recurring mold costs which one must pay every time a design change occurs (or when the mold life expires).. 3DEO therefore recommends that for manufacturers who undergo many part iterations in production, they may wash to opt for metal AM. Those with a fairly rigid process and whose products remain the same, may prefer to go with the MIM for larger quantities. In this case MIM is preferred for those whose design will not change for 5-10 years.
So that is a summary of when you may wish to consider a binder/sinter type process for your larger production runs. Clearly at huge numbers 100k+, AM is still going to struggle to compete with MIM (and general plastic IM). But for those of you who want to iterate on the fly, maybe even change a design mid-production, if you’re looking at building under 30k parts, you may wish to consider some form of serial metal AM.